Fluoropolymer FAQ – Applications, Benefits & Info
PCBA - Fluoropolymer coating
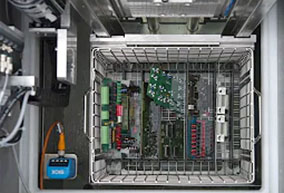
The assemblies' coating is done by immersion in the fluoropolymer HFE solvent contained in the system's tank. The assemblies to be coated are put in baskets placed on a lift. By closing the lid and pressing the start button the immersion or dipping process with the subsequent drying process are automatically executed. Once the notification of completion appeared the basket can be simply exchanged. The process time is approximately 6 minutes. The baskets can be adapted easily to the assembly's geometry or can be replaced with customised racks.
All coating systems are equipped with a cold trap for the HFE liquid recovery where the condensed HFE liquid can be collected in a built-in container or be returned in the tank. This provides for a highly economic and environmentally friendly operation. A water trap absorbs the produced condensation in another collective container. The systems are compliant with legal HFE regulations.

PCBA - Conformal coating for electronics
The coating process is briefly explained here
![]() Intructions to determine the solid concentration by weighing method >>
Intructions to determine the solid concentration by weighing method >>
Calculation tool to determine the solid concentration >>![]()
GENERAL QUESTIONS FLUOROPOLYMER COATINGS
Which concentrations of the product are used?
The 3M™ Novec™ 1700 Electronic Grade Coating is a ready-to-use solution with a solved solids content of 2%. The pure solving agent 3M™ Novec™ 7100 can be used for diluting the 3M™ Novec™ 1700 or for removing the dry coating. Higher dosed solutions are usually used for additional dosing of the coating bath.
Can the coating material be manually applied, e.g., by a spray bottle or with a brush?
Generally, it is possible. However, it would lead to not reproducible results for several reasons: the solvent 3M™ Novec™ 7100 which the fluoropolymer is solved in evaporates at rather low temperatures very fast (boiling point at 61°C). During a spray process, very fine droplets are generated in a very short time which evaporates immediately, possibly already before the polymer on the part to be coated has arrived. Generally, the same process happens when using a brush: the solvent will be well-distributed and evaporated before all parts to be coated will be reached by the coating agent. On the contrary, coating by immersion always guarantees a complete wetting and coating of the components in a controlled process with a widely uniform coating thickness.
Do critical component parts such as connectors, LEDs, etc., need a masking?
No, this is not required in most cases. The coating film is thin enough so that metallic contacts can still contact. Optical qualities of LEDs are not or not considerably affected as per present state of knowledge.
An atmospheric service life of 4.1 years is mentioned in the product data sheet. Will the coating material disappear afterwards?
This statement refers to the solvent only. It says that the evaporated solvent will diminish in the atmosphere within the called period. It does not affect the polymer coating the component.
Which printed circuit board materials is this coating material suitable for?
The coating material can be used for all common printed circuit board materials: from paper through FR, to ceramics, aluminium, etc. No negative effect is known.
What about the coating bath viscosity? Does it change the coating thickness? Does the viscosity depend on the coating bath’s temperature?
The solvent 3M™ Novec™ 7100 has a very low viscosity (about 0.4wt at ambient temperature). The solved polymer has only little influence on it. The viscosity is a function of the temperature. However, it hardly changes during the process because temperatures during the processing steps hardly change as well. The process temperature ranges from 20°C up to 25°C. Viscosity does not affect the coating thickness.
Is the product 3MTM NovecTM 1700 Electronic Grade Coating classified as hazardous goods?
No, the product has no hazardous goods classification as of ADR/GGVS and the CLP REACH regulations. Therefore, it is easy to transport, to be stored and used. For details, please refer to the safety data sheet.
What needs to be considered for storage?
The material should be stored in closed containers, away from heat sources and separated from strong acids and bases
QUESTIONS ABOUT THE HFE LIQUID AS A SOLVENT
Does the paint bath affect plastics?
In the electronic industry, a countless number of plastics, varnishes and colours are applied to every component. Measurements and experience suggest that only few plastics can absorb the solvent during longer application time. However, within a short application time, we do not observe considerable changes to plastics when immerged.
Can the used solvent or polymer damage the electric components’ surfaces?
Colours and varnishes are not affected. The solvent is chemically inert, i.e. not reactive. However, it should be checked occasionally.
Does the solvent used in the process dissolve a copper wire plating (coil varnish wire)?
By now, no cases are known. The solvent is chemically inert and does not affect any hardened surfaces
QUESTIONS ABOUT THE COATING PROCESS / FLUOROPOLYMER COATINGS
Can all components be coated?
The components should be suitable for immersion. These are predominately components declared as washable parts. Only very few components are not suitable for immersion coating.
Do the assemblies need a cleaning prior to the coating process?
This is recommended. However, it is not prescribed. The contaminations which become coated can possibly prompt for corroding.
How thick is the dried coating film?
On average, the coating thickness amounts to about 500nm. However, this thickness can vary from about 300nm up to 700nm depending on factors such as component’s geometry, bath concentration of 2% (+/-0.2%) and the presence (or absence) of manufacturing elements, etc.
How much can the coating thickness vary?
The coating thickness varies by the present different assembly materials’ surface energy: by repellency during immersion, by geometry of the assembly and by the fixed solids concentration. It is possible to reduce the effect by fixing the assembly in the immersion rack and by observing the solids concentration range. For these reasons, the layer thickness can amount to approx. 300nm up to approx. 700nm at 2% concentration.
How can I change the coating thickness?
The coating thickness is dependent directly on the mixing ratio of the fluoropolymer (solid) and the solvents. The delivered material contains 2% of solids content on average, and a coating thickness of 500nm can be generated. The solids tolerance in the process ranges between 1.8% up to 2.2%. When below or above, the mixing ratio must be corrected. This can be done during the process and will be measured. Any mixing ratio can be set. An increase of the coating thickness follows a higher concentration; a reduction follows a lower one.
How is the mixing ratio of the bath controlled?
At present, this happens by weighing out. Additional dosing must be done manually. Both the calculation of the weights weighed out and the fixed dosages can be done by Excel-calculation tables and thus, documented. It will be added directly to the bath. In future, an electronic measuring and post-dosing system based on ultrasonic measurement will be provided optionally.
Why is a coating thickness of about 500nm recommended?
The layer will be thick enough for a reliable protection from humidity and corrosion. However, the coating is also thin enough to allow metallic contacts to permeate and a reliable electric contact can occur. This also refers to ZIF-contacts and delicate contacts.
How the coating thickness be measured?
It can be measured by interferometers, REM and other methods. Depending on the measuring system applied, ideal surfaces or a suitable sample preparation will be required.
How does the coating work at sharp edges of electronic components?
These edges will be coated, too. One of the material qualities is the extremely low surface tension. Therefore, the material does not contract or shrink from edges.
Can I add colouring material, e.g. fluorescent, to the fluoropolymer bath for checking the coating afterwards?
Yes, generally, it is possible. However, all tests have shown that this is not practicable. There are not enough colour and fluorescent particles stored in the thin layer for a reasonable inspection. Harmful short-wave UV light would be required for a UV inspection.
By the coating process itself (complete immersion) and the low viscosity solvent penetrating the finest structures, the surface will be coated completely. There are no defects as usually occurring with high viscosity varnishes and the common application method for the low viscosity and surface tension. Only the proof must be led whether the coating has occurred or not (e.g., because of false service or system failure). This can easily be done by proof means showing the changed surface before and after the coating process.
QUESTIONS ABOUT THE FLUOROPOLYMER COATING MATERIAL
Are there instructions to the use of assemblies after the coating process?
No. They can be used normally as if they were not coated, i.e. a special care duty in dealing with electronic components is a prerequisite and is given as a rule. As an example, scratching with tools on the surface will damage the coating. Therefore, a transport as bulk goods is not recommended. This may damage the coating.
Is there an abrasion by airflows containing dust particle?
There are often fans installed in electronic devices. Usually, only dust will be sucked in. The coating supports less dust, water or oil to adhere to smooth surfaces. Dust may remain stuck to interfering contours, of course, preferably, if wet. However, the coating helps keep away the assembly’s humidity. Stuck sand particles or other abrasive particles can damage the coating in the long run.
What about the coating’s service life? What will happen to the coating after 15 years? How long is the service life within a temperature range of-40°C up to +125°C?
The long-term experience of more than 15 years in use show no or hardly provable tiredness qualities of the material. The chemical compound of fluorocarbon is known for its strong cohesion qualities as one of the most stable. Hence, a long service life of the fluoropolymer is provided. The coating’s service life within a range of -40°C up to +125°C is valid but not limited to. According to the manufacturer, a service life within -60°C up to +175°C is provided.
How does a thermal shock within a range of -40°C up to +125°C affect the coating material?
No affects are known. The material remains sculptural within this temperature range. The coefficient of expansion causes the material’s internal movement. However, due to the little coating material mass, functionality is hardly affected.
How much mechanical loading does the coating accept?
The coating cannot resist sharp tools or intensive abrasion on a continuing basis. Movements and oscillations do not affect the polymer’s flexibility.
Are there long-term studies on the coating available?
At present, the coating has been used for over 15 years successfully. The polymer’s use in tropical regions proofs good protective effects compared to uncoated assemblies.
Is it UV-stable?
Yes, the coating is UV-stable. It does not dye and does not become brittle.
Is it acid and alkali resistant?
The material is resistant to low concentrated or diluted acids and alkali.
Which operating materials is the coating resistant to?
Splashes or drops of oils, fuels, brake fluids or coolant do not damage the coating. It is not recommended to use coated assemblies in those media.
Which operating materials is the coating not resistant to?
Acetone, strong acids and alkali, fluorinated liquids.
Does the coating protect against conductive contamination?
A metallic object, e.g. a screw, touching the strip conductor may trigger a contact. If conductive particles form jumpers, the surface resistance may be diminished in humid ambience. In the worst case, a flashover may be triggered. Tests with conductive particles on narrow comb structures have shown that effect.
Do the electrical clearances for air and creepage distance need to be maintained with the coating?
Tests proved that, thanks to the coating, air and creepage distance positively affect the circuit. Measured at condensation, the resistance values were more favourable than they would be without coating. However, higher safety cannot be guaranteed by coating only. The recommended minimum distances must be observed.
Is the coating removable?
Yes, by the solvent Novec™ 7100 as a liquid. Preferably as vapour.
Can I still repair or solder through the coating? How can the coated surface be restored?
Yes, no pretreatment is required. It can be soldered directly through the material. In this case, a coating can be added with brush. Alternatively, the complete immersion coating process can be repeated. The immersion process’ duration should not exceed 60 seconds in order to avoid a layer built-up.
QUESTIONS ABOUT THE DIP COATING SYSTEMS / FLUOROPOLYMER COATINGS
Which connections are required?
A power connection of 230V, 16A. If required, an air pressure of 6 bar.
What is the power, or air consumption?
Current: about 5kWh/d; air: approx. 60l/H
Is an air exhaust required?
No, an exhaust or ventilator is neither required nor recommended. This would fuel the solvent’s evaporation and would not make sense economically. Normal ventilation is sufficient.
Are there special safety instructions to be followed? Are protective clothes required?
Always protect your eyes when filling the system. The solvent’s vapours must not be inhaled. Provide a proper ventilation. If discomfort arises, e.g. headache, put on a protective mask. For more details, please refer to the safety data sheet. No protective clothes are required for operating the system since there is no contact with the liquid. As a rule, please put on an ESD-protective coat, also to protect against contamination of clothes, just in case, liquid drips from the assemblies. Protective gloves are recommended.
Are there special workpiece carrier available for assemblies difficult to be fixed?
They always need to be adjusted accordingly to the assembly. There are fixtures to be installed in the racks.
What is the average cycle time?
Approx. 30 seconds are required for the immersion and approx. 5 minutes for the drying. Change time for the racks to be added. In sum, this will make a cycle time of about 6 minutes.
How long does the drying phase last?
The drying time is strongly dependent on how much the material penetrates into gaps and the smallest hollow cavities from which it can hardly dry up. On smooth surfaces, the drying time would be about 60 seconds. For complex assemblies, as a rule, 300 seconds are to be counted in. Extremely difficult cases may occur, e.g., caused by hollow cavities like relays, switches, IGBT, etc. The ventilation is to be estimated on case basis. Up to now, there was no need to speed up the drying process.
How does the drying time change when the immersion bath’s mixture has been changed?
The drying time will not considerably change by the mixing ratio unless an extremely high solids content is used (3% to 10%). However, such a big solids content has never been used up to now.
Do the assemblies need a post-curing?
No, neither post-curing nor post-curing in the furnace is not required.
What happens if the system has been disconnected from power supply? Does the bath need to be drained in order to prevent the solvent’s evaporation?
The cooling will still work for some time afterwards. If the blackout occurs on the weekend, the system’s atmosphere will heat up and extend. This expanding cannot be prevented for the equipment is not pressure-sealed. A certain amount of solvent will escape. Basically, it is closed constructed system with evaporation is kept to a minimum as long as it remains closed. Therefore, the system should be cooled again only before opening. In case of an extended downtime, the system should be drained.
How much solvent evaporates from the closed system in stand-by mode?
On average, approx. 100ml per day leak from the system. Generally, the systems are designed to recycle nearly 100% of the used solvents. Leaks may occur at operation specifically for the system and mainly caused by discharging of assemblies (scooping geometry).
How much solvent evaporates during operation?
Leaks may occur by assemblies discharging. These are detectable by the operation only. The longer the drying time the lesser the leak will be. Scooping components should not be used. Assemblies perfectly placed in the basket should help prevent leaks.
Is the fill level automatically checked?
Yes, by direct level control. This is also required to control the automatic dosage (option) which is dependent on how much material is in the system.
What is the highest possible processing temperature?
Usually, there is ambient temperature or slightly higher in the immersion bath, and in the dry zone (cold trap) a temperature of approx. 4°C. The solvent evaporates at 61°C. The process temperature should be lower than this. The bath’s boiling point is at plus 61°C, and the solids would remain as a layer of polymer.
What are the system’s maintenance cycles?
Except the regular draining of the condensation container (approx. once a week), the periodical exchanging of the fan mats (depending on the air contamination level) and the cleaning of the particle filters (as per display), a yearly maintenance is planned only including leakage test, coolant situation and wearing part check.
Is a regular cleaning of the paint bath required?
Basically, this will be done through filtration. Still, metal mud remains in the bath. Therefore, a cleaning at the annual maintenance is recommended where the bath is drained through a filter and will be re-filled.
QUESTIONS ABOUT APPROVALS AND REGISTRATIONS
Is the varnish approved by the car industry’s OEMs?
Yes, many OEMs approve of, or recommend.
Is the coating listed in the GADSL?
A Global Automotive Declarable Substance List (GADSL) entry is unknown.
Is the coating listed in the IMDS data base?
Yes, it is. (IMDS = internationally material data of system, car industry)
Is the coating UL-listed?
Yes, it is. Entry: QMJU2. E319367
Is the product Novec™ registered 1700 registered with REACH?
Yes, the solvent Novec™ 7100 is registered. With the amounts imported, or currently used, the polymer is not subjected to registration.
Is the coating RoHS compliant?
Yes, it is.