Fluorpolymere FAQ
PCBA - Beschichten mit Fluorpolymeren
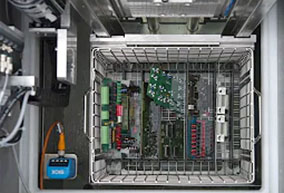
Die Beschichtung der Baugruppen erfolgt durch das Untertauchen in die Fluorpolymer-HFE-Lösung, die sich im Tank innerhalb der Anlage befindet. Die Baugruppen werden in Prozesskörben auf einen Aufzug gestellt. Durch Schließen des Deckels und Drücken des Startknopfes werden der Tauchvorgang und die anschließende Trocknung automatisch durchgeführt. Nach der Fertigmeldung kann der Prozesskorb einfach gewechselt werden. Die Prozesszeit ist etwa 6 Minuten. Die Prozesskörbe lassen sich problemlos an die Baugruppengeometrie anpassen oder können durch Individualgestelle ersetzt werden. Alle Beschichtungsanlagen sind mit einer Kühlfalle zur Rückgewinnung ausgestattet, wobei das kondensierte HFE in einen eingebauten Behälter gesammelt oder zurück in den Tank geleitet werden kann. Das sorgt für einen äußerst sparsamen und umweltfreundlichen Prozessablauf. Ein Wasserabscheider fängt das anfallende Kondenswasser in einem weiteren Sammelbehälter auf. Die Anlagen sind somit konform zu den gesetzlichen Vorgaben mit dem Umgang von HFE.

PCBA - Oberflächenbeschichtung
Hier wird der Beschichtungsprozess kurz erklärt
![]()
![]()
Berechnungs-Tool der Fluorpolymer-Konzentration als Excel-Tabelle >>
ALLGEMEINE FRAGEN ZU FLUORPOLYMER-BESCHICHTUNGEN
Welche Konzentrationen des Produkts werden eingesetzt?
Die 3M™ Novec™ 1700 Elektronik Oberflächenbeschichtung ist eine gebrauchsfertige Lösung mit einem gelösten Feststoffanteil von 2 %. Das reine Lösemittel 3M™ Novec™ 7100 kann zur Verdünnung des Novec 1700 oder zum Entfernen der getrockneten Beschichtung verwendet werden. Höher dosierte Lösungen werden üblicherweise zum Nachdosieren des Beschichtungsbades verwendet.
Kann das Beschichtungsmaterial manuell z. B. durch eine Sprayflasche oder mit einem Pinsel aufgetragen werden?
Im Prinzip ist dies möglich, würde aber schnell zu nicht reproduzierbaren Ergebnissen führen, was mehrere Gründe hat: Das Lösemittel Novec 7100, in welchem das Fluorpolymer gelöst ist, verdampft bereits bei recht niedrigen Temperaturen sehr schnell (Siedepunkt 61°C). Bei einem Sprühvorgang werden in sehr kurzer Zeit sehr feine Tröpfchen erzeugt, die dann sofort verdampfen, unter Umständen bereits bevor das Polymer auf dem zu beschichtenden Teil angekommen ist. Beim Pinsel passiert im Prinzip das Gleiche: Das Lösemittel wird fein verteilt und verdampft, bevor alle zu beschichtenden Teile vom Beschichtungsmittel erreicht wurden. Im Gegensatz dazu gewährleistet die Tauchbeschichtung immer eine vollständige Benetzung und Beschichtung der Bauteile in einem kontrollierten Prozess mit einer weitgehend einheitlichen Schichtdicke.
Müssen kritische Stellen der Bauteile wie Steckkontakte, LEDs etc. maskiert werden?
Nein, das ist in den meisten Fällen nicht erforderlich. Die Beschichtung ist dünn genug, damit metallische Kontakte noch kontaktieren können. Optische Eigenschaften von LEDs werden nach derzeitigem Kenntnisstand nicht oder nicht erheblich beeinträchtigt.
Im Produktdatenblatt ist von einer atmosphärischen Lebensdauer von 4,1 Jahren die Rede. Ist die Beschichtung danach verschwunden?
Diese Aussage bezieht sich nur auf das Lösemittel und bedeutet, dass das verdampfte Lösemittel in der Atmosphäre im genannten Zeitraum abgebaut wird. Für das Polymer, das die Beschichtung auf dem Bauteil darstellt, spielt dies überhaupt keine Rolle.
Für welche Leiterplattenmaterialien ist dieses Beschichtungsmaterial geeignet?
Die Beschichtung kann für alle bekannten Leiterplattenmaterialien verwendet werden: von Papier über FR zu Keramik, Alu etc. Es sind keine negativen Einflüsse bekannt.
Wie verhält sich die Viskosität des Beschichtungsbades? Hat diese einen Einfluss auf die Schichtdicke? Ist die Viskosität von der Temperatur im Beschichtungsbad abhängig?
Das Lösemittel Novec 7100 hat eine sehr geringe Viskosität (ca. 0,4 cSt bei Raumtemperatur). Das gelöste Polymer hat darauf nur einen zu vernachlässigenden Einfluss. Die Viskosität ist prinzipiell eine Funktion der Temperatur, sie ändert sich aber innerhalb des Prozesses kaum, da die Temperaturen während des Verarbeitungsprozesses sich ebenfalls kaum ändern. Die Prozesstemperatur liegt im Bereich von 20°C bis 25°C. Auf die Schichtdicke hat die Viskosität keinen Einfluss.
Ist das Produkt Novec 1700 ein Gefahrgut?
Nein, das Produkt ist nach ADR/GGVS und nach der CLP C&L REACH-Verordnung nicht als Gefahrgut kennzeichnungspflichtig und kann deshalb problemlos transportiert, gelagert und eingesetzt werden. Details finden sich im Sicherheitsdatenblatt.
Was ist bei der Lagerung des Materials zu beachten?
Das Material sollte in geschlossenen Behältern, nicht in der Nähe von Wärmequellen und getrennt von starken Säuren und Basen gelagert werden.
FRAGEN ZUR HFE-FLÜSSIGKEIT ALS LÖSEMITTEL
Was für einen Einfluss hat das Lackierbad auf Kunststoffe?
In der Elektronik wird eine nahezu unzählige Anzahl von Kunststoffen, Lacken und Farben verwendet. Jedes Bauteil ist davon betroffen. Messungen und Erfahrungen zeigen, dass nur wenige Kunststoffe das Lösemittel über einen längeren Einwirkungszeitraum in geringem Maße aufnehmen können. Durch die kurze Einwirkungszeit während des Beschichtungsvorgangs beobachten wir aber keine feststellbare Veränderung von Kunststoffen.
Können das verwendete Lösungsmittel oder das Polymer die Oberflächen der elektrischen Bauteile angreifen?
Farben und Lacke werden nicht angegriffen. Das Lösemittel gilt als chemisch inert, also nicht reaktiv. Eine Einzelprüfung sollte dennoch erfolgen.
Löst das im Verfahren verwendete Lösungsmittel eine Kupferdrahtbeschichtung (Spulenlackdraht) an?
Bisher sind keine Fälle bekannt, wo dies aufgetreten wäre. Das Lösemittel ist chemisch inert und greift keine ausgehärteten Oberflächen an.
FRAGEN ZUM FLUORPOLYMER-BESCHICHTUNGSVORGANG
Können alle Bauteile beschichtet werden?
Die Bauteile sollten zum Tauchen geeignet sein. Das sind vorwiegend solche Bauteile, die als waschbare Teile deklariert sind. Nur sehr wenige Bauteile eignen sich nicht zum Tauschbeschichten.
Müssen die Baugruppen vorher gereinigt werden?
Dies wird empfohlen, ist aber nicht vorgeschrieben. Verunreinigungen, die beschichtet werden, können unter Umständen Ausgangspunkt für Korrosionsprozesse sein.
Wie dick ist die getrocknete Beschichtung?
Im Mittel beträgt die Schichtdicke rund 500 nm. Diese Dicke kann allerdings von ca. 300 nm bis 700 nm variieren. Abhängig ist dieses von verschiedenen Faktoren wie der Geometrie der Bauteile, der Badkonzentration von 2 % (+/- 0,2 %) und dem Vorhandensein (oder Fehlen) von schöpfenden Elementen etc.
Wie stark kann die Schichtdicke variieren?
Die Schichtdicke variiert durch die vorhandenen Oberflächenenergien der verschiedenen Materialien einer Baugruppe: durch das Ablaufverhalten bedingt durch die Lage während des Tauchens, durch die Geometrie der Baugruppe und durch die eingestellte Konzentration der Feststoffe. Die Beeinflussung zu verringern ist durch eine fest vorgegebene Lage der Baugruppe im Tauchgestell und durch die Einhaltung der Spanne für die Konzentration der Feststoffe möglich. Bedingt durch diese Effekte kann beim Einsatz von 2%igem Material die Schichtstärke ca. 300 nm bis ca. 700 nm betragen.
Wie kann man die Schichtdicke beeinflussen?
Die Schichtdicke ist direkt vom Mischungsverhältnis des Fluorpolymers (Feststoff) und des Lösemittels abhängig. Das gelieferte Material enthält im Mittel 2 % Feststoff. Damit ergibt sich eine Schichtdicke von im Mittel 500 nm. Die Toleranz der Feststoffmenge im Prozess liegt zwischen 1,8 % bis 2,2 %. Darunter und darüber muss das Mischungsverhältnis korrigiert werden. Das wird während des Prozesses durchgeführt und gemessen. Es kann jedes Mischungsverhältnis eingestellt werden. Eine höhere Konzentration führt zu einer Zunahme der Schichtdicke, eine geringere Konzentration zu einer Verringerung.
Wie wird das Mischverhältnis des Bades kontrolliert?
Momentan geschieht das durch Auswiegen. Die Nachdosierung erfolgt manuell. Sowohl die Berechnung der Gewichte vom Auswiegen als auch die erforderlichen Dosiermengen werden mit Hilfe von Excel-Berechnungstabellen ermittelt und somit auch dokumentiert. Es wird direkt im Bad nachgemischt. Künftig wird optional eine elektronische Mess- und Nachdosiereinrichtung angeboten, die auf Basis einer Ultraschallmessung arbeitet.
Warum ist es sinnvoll, mit einer Schichtdicke von rund 500 nm zu arbeiten?
Mit diesem Wert ist die Schicht dick genug, um einen zuverlässigen Schutz vor Feuchtigkeit und Korrosion zu bieten. Die Beschichtung ist aber auch dünn genug, damit metallische Kontakte in aller Regel noch durchdringen können und eine zuverlässige elektrische Kontaktierung erfolgen kann. Das gilt auch für ZIF-Kontakte und filigrane Kontakte.
Wie kann man die Schichtdicke überprüfen?
Die Messung kann mit einem Interferometer, REM und anderen Methoden erfolgen. Je nach Messverfahren erfordert dies ideale Oberflächen oder eine entsprechende Präparation des Musters.
Wie verhält sich die Beschichtung an scharfen Kanten von Elektronikbauteilen?
Auch diese Kanten werden beschichtet. Eine der Eigenschaften des Materials ist die äußerst niedrige Oberflächenspannung. Deshalb hat das Material nicht das Bestreben, sich zusammenzuziehen oder sich von der Kante zurückzuziehen.
Können dem Fluorpolymerbad Farbstoffe zugeführt werden, die beispielsweise fluoreszierend wirken, um dadurch später die Beschichtung zu überprüfen?
Ja, prinzipiell ist dies möglich. Alle Versuche haben aber gezeigt, dass dies nicht praktikabel ist. Sowohl von der Farbe als auch von den fluoreszierenden Partikeln wird zu wenig in der dünnen Schicht eingelagert, als dass eine sinnvolle Inspektion möglich wäre. Bei einer UV-Inspektion müsste mit kurzwelligem UVB-Licht gearbeitet werden, das für Menschen schädlich ist.
Durch den Beschichtungsprozess an sich (vollständiges Untertauchen) und das niedrigviskose Lösemittel, das in die feinsten Strukturen eindringt, ergibt sich eine komplette Oberflächenbeschichtung. Wegen der niedrigen Viskosität und Oberflächenspannung gibt es keine Fehlstellen wie bei hochviskosen Lacken und der üblichen Auftragstechnik. Es muss nur der Nachweis geführt werden, ob die Beschichtung erfolgt ist oder nicht (z. B. wegen einer Fehlbedienung oder Anlagenstörung). Das kann einfacher durch ein Nachweismittel erfolgen, das die veränderte Oberfläche vor und nach dem Beschichtungsvorgang zeigt.
beschichtet unbehandelt
FRAGEN ZUM FLUORPOLYMER-BESCHICHTUNGSMATERIAL
Gibt es Anweisungen zur Handhabung der Baugruppen nach der Beschichtung?
Nein. Die Handhabung erfolgt mit Beschichtung genauso wie ohne. Das heißt, eine besondere Sorgfaltspflicht im Umgang mit Elektronikbauteilen ist Voraussetzung und in der Regel gegeben. Z. B. wird ein Kratzen mit Werkzeug auf der Oberfläche die Beschichtung verletzen. Deshalb: Kein Transport als Schüttgut. Das schadet der Beschichtung womöglich.
Gibt es eine Abrasion durch Luftströme, die Staubpartikel enthalten?
In den elektronischen Geräten sind oft Lüfter einbaut. In der Regel wird nur Staub angesaugt. Die Beschichtung hilft hier, dass weniger Staub, Wasser oder Öl an glatten Oberflächen haften bleibt. Störkonturen können natürlich weiterhin Staub festhalten, vor allem, wenn noch Feuchtigkeit hinzukommt. Aber auch hier hilft die Beschichtung, die Feuchtigkeit von der Baugruppe fernzuhalten. Eingetragene Sandpartikel oder andere abrasive Teilchen können die Beschichtung mit der Zeit abtragen.
Wie ist das Alterungsverhalten der Beschichtung? Was passiert nach 15 Jahren mit der Beschichtung? Wie verhält sich die Lebensdauer im Temperaturbereich von -40°C bis +125°C?
Die Erfahrungen über einen Zeitraum von mehr als 15 Jahren im Einsatz zeigen keine oder kaum nachweisbare Ermüdungseigenschaften des Materials. Die chemische Verbindung Fluor-Carbon ist durch ihre starken Bindekräfte als eine der stabilsten bekannt. Daher ergibt sich eine hohe Beständigkeit dieses Fluorpolymers. Die Lebensdauer der Beschichtung im Bereich von -40°C bis +125°C gilt als nicht eingeschränkt. Laut Hersteller ist ein Dauerarbeitsbereich von -60°C bis +175°C gegeben.
Wie verhält sich das Beschichtungsmaterial bei Temperaturschocks im Temperaturbereich von -40°C - +125°C?
Hierzu sind keine Einschränkungen bekannt. Das Material bleibt in diesem Temperaturbereich plastisch. Der Ausdehnungskoeffizient bewirkt natürlich die interne Bewegung des Materials. Aufgrund der geringen Masse der Beschichtung beeinträchtigt dies aber kaum die Funktionalität.
Wie ist die Beschichtung mechanisch belastbar?
Die Beschichtung ist gegen scharfes Werkzeug oder intensive Reibeinwirkung auf Dauer nicht beständig. Bewegungen und Schwingungen beeinflussen die Flexibilität des Polymers nicht.
Gibt es Langzeiterfahrungen zum Einsatz der Beschichtung?
Die Beschichtung wird nun seit über 15 Jahren erfolgreich eingesetzt. Vor allem der Einsatz in tropischen Gebieten zeigt die gute Schutzwirkung des Polymers im Gegensatz zu unbeschichteten Baugruppen.
Ist eine Beständigkeit gegen UV-Licht gegeben?
Ja, die Beschichtung ist UV-stabil. Sie verfärbt und versprödet nicht.
Ist eine Beständigkeit gegen Säuren und Laugen gegeben?
Das Material ist gegen schwache oder verdünnte Säuren und Laugen beständig.
Gegen welche Betriebsstoffe ist die Beschichtung beständig?
Spritzer oder Tropfen von Ölen, Kraftstoffen, Bremsflüssigkeiten oder Kühlwasser lösen die Beschichtung nicht. Der Einsatz beschichteter Baugruppen in diesen Medien ist nicht möglich.
Gegen welche Betriebsstoffe ist die Beschichtung nicht beständig?
Aceton, starke Säuren und Laugen, fluorierte Flüssigkeiten.
Bietet die Beschichtung Schutz gegen elektrisch leitende Verschmutzungen?
Fällt ein metallischer Gegenstand, z. B. eine Schraube, auf die Leiterbahnen, kann dies einen Kontakt auslösen. Werden durch elektrisch leitende Partikel massive Brücken gebildet, kann es im Zusammenhang mit Feuchtigkeit zu einer Reduzierung des Oberflächenwiderstandes kommen, im ungünstigsten Fall zu einem Überschlag. Versuche mit elektrisch leitenden Partikeln auf engen Kammstrukturen haben ergeben, dass diese kritisch sein können.
Muss man trotz Beschichtung die Spannungsabstände für Luft- und Kriechstrecken einhalten?
Messungen haben ergeben, dass sich das Verhalten der Luft- und Kriechstrecken mit der Beschichtung positiv auf die Schaltung auswirkt. Selbst bei Betauung werden Widerstandswerte gemessen, die ohne Beschichtung nicht möglich wären. Eine Erhöhung der Sicherheitsklasse kann dadurch aber nicht garantiert werden, nur weil die Beschichtung verwendet wurde. Die vorgeschriebenen Mindestabstände können also wegen der Beschichtung nicht unterschritten werden.
Kann die Beschichtung wieder entfernt werden?
Ja, mit dem Lösemittel Novec 7100 in flüssiger oder besser in dampfförmiger Form.
Kann durch die Beschichtung hindurch repariert oder gelötet werden?
Wie stellt man die beschichtete Oberfläche wieder her?
Ja, es ist keine Vorbehandlung erforderlich. Es kann direkt durch das Material hindurch gelötet werden. In diesem Fall kann die nachträgliche Beschichtung durch punktuellen Auftrag mit einem Pinsel geschehen. Alternativ kann auch der komplette Tauchbeschichtungsvorgang wiederholt werden. Der Tauchprozess sollte die Dauer von 60 Sekunden nicht überschreiten, um keinen höheren Schichtaufbau zu erhalten.
FRAGEN ZU DEN FLUORPOLYMER-TAUCHBESCHICHTUNGSANLAGEN
Welche Anschlüsse werden benötigt?
Elektrischer Anschluss 230V, 16A. Gegebenenfalls Druckluft 6 bar.
Wie hoch ist der Strom- und ggf. Druckluftbedarf?
Strom: ca. 5 kWh/d; Luft ca. 60l/h
Ist ein Abzug notwendig?
Nein, ein Abzug oder eine Absaugung ist weder erforderlich noch vorgeschrieben. Dies würde zudem die Verdunstung des Lösemittels begünstigen und wäre damit aus ökonomischer Sicht kontraproduktiv. Eine normale Belüftung reicht aus.
Sind spezielle Sicherheitsvorkehrungen zu beachten? Muss Schutzkleidung getragen werden?
Beim Befüllen der Anlage mit der Flüssigkeit müssen die Augen geschützt werden. Die Dämpfe des Lösemittels nicht einatmen und für eine gute Belüftung des Raumes sorgen. Bei Beschwerden der Bediener (z. B. Kopfschmerzen) das Tragen einer Schutzmaske anordnen. Details finden sich im Sicherheitsdatenblatt des Produkts. Die Bedienung der Anlage erfordert keine Schutzkleidung, da man nicht mit der Flüssigkeit in Berührung kommt. In der Regel trägt man einen ESD-Schutzmantel, der auch vor Kontaminierung der Kleider schützt, falls doch mal Flüssigkeit aus den Baugruppen tropft. Das Tragen von Handschuhen wird empfohlen.
Gibt es spezielle Werkstückträger für schwer zu positionierende Baugruppen?
Dies muss immer der Baugruppe entsprechend angepasst werden, wenn keine Nutzen verwendet werden. Es sind dann Aufnahmen vorgesehen, die in die Körbe eingesetzt werden.
Wie hoch ist die Taktzeit im Schnitt?
Es werden ca. 30 Sekunden für das Tauchen und ca. 5 Minuten für das Trocknen benötigt. Dazu kommt dann noch die Wechselzeit für den Korb. In Summe ergibt sich eine Taktzeit von ca. 6 Minuten.
Wie lange dauert die Trocknungsphase?
Die Trockenzeit ist stark davon abhängig, wie weit das Material in Spalten und kleinste Hohlräume eindringt, aus denen es schlecht austrocknen kann. Auf glatter Fläche kann die Trockenzeit etwa 60 Sekunden sein. Bei komplizierten Baugruppen in der Regel 300 Sekunden. Extremfälle sind möglich, z. B. durch Hohlräume wie Relais, Schalter, IGBT etc. Die Ventilation ist daher von Fall zu Fall abzuschätzen. Bisher gab es keinen Grund, eine Trocknung zu forcieren.
Wie verhält sich die Trockenzeit bei einer Veränderung der Mischung im Tauchbad?
Die Trockenzeit wird sich durch das Mischungsverhältnis unmerklich ändern. Es sei denn, man verwendet einen extrem hohen Feststoffanteil (3 % bis 10 %). Solch ein hoher Feststoffanteil wurde aber bisher nie benutzt.
Müssen die Baugruppen nachbehandelt werden?
Nein, eine Nachbehandlung ist nicht notwendig. Ebenfalls entfällt ein Aushärten in einem Ofen.
Was passiert, wenn die Anlage vom Netz getrennt wird? Muss das Bad abgelassen werden, um ein Verdampfen des Lösemittels zu verhindern?
Die Kühlung behält noch einige Zeit Wirkung. Ist der Stromausfall z. B. über die Zeitdauer eines Wochenendes, wird sich während dieser Zeitspanne die Atmosphäre in der Anlage erwärmen und sich damit ausdehnen. Dieses Ausdehnen kann nicht verhindert werden, da die Anlage nicht druckdicht ist. Eine gewisse Menge an Lösungsmittel wird also entweichen. Ansonsten ist die Anlage geschlossen konstruiert, und die Verdunstung ist minimal, solange sie geschlossen bleibt. Die Anlage sollte deshalb erst wieder gekühlt werden, bevor man sie öffnet. Wird eine längere Stillstandszeit erwartet, empfiehlt sich das Entleeren der Anlage.
Wie viel Lösungsmittel verdunstet in der geschlossenen Anlage ohne Betrieb?
Für die Undichtigkeit der Anlage ist durchschnittlich mit ca. 100ml pro Tag zu rechnen. Prinzipiell sind die Anlagen dafür ausgelegt, fast 100 % des eingesetzten Lösemittels wieder zurückzugewinnen. Verluste ergeben sich im Betrieb durch eine anlagenspezifische Undichtigkeit und vorwiegend durch Austrag durch die Baugruppen (schöpfende Geometrien).
Wie viel Lösungsmittel verdunstet in der Anlage während des Betriebs?
Verluste ergeben sich durch Austrag durch die Baugruppen. Diese sind nur durch den Betrieb erfassbar. Je länger die Trockenzeit ist, desto geringer ist der Verlust. Schöpfende Bauteile sind zu vermeiden. Die richtige Lage der Baugruppen im Korb sollte das verhindern.
Wird die Füllhöhe automatisch überprüft?
Ja, mit direkter Füllstandsmessung. Diese wird auch benötigt, um die automatische Dosierung (Option) zu steuern, da diese davon abhängig ist, wie viel Material sich momentan in der Anlage befindet.
Wie hoch ist die maximal zulässige Verarbeitungstemperatur?
Üblicherweise arbeitet man im Tauchbad bei Raumtemperatur bzw. geringfügig höher und in der Trockenzone (Kältefalle) bei ca. 4°C. Das Lösemittel verdampft bei 61°C. Der Prozess muss darunter gefahren werden. Das Bad würde bei über 61°C kochen, und die Feststoffe würden als Polymerschicht zurückbleiben.
In welchen Abständen ist eine Wartung der Anlage notwendig?
Bis auf das regelmäßige Entleeren des Tauwasserbehälters (ca. einmal die Woche), das Auswechseln der Lüftermatten periodisch (je nach Verschmutzungsgrad der Zuluft) und das Säubern der Partikelfilter (nach Anzeige) ist eine Wartung nur jährlich vorgesehen. Diese betrifft Dichtigkeitsprüfung, Kühlwasserstand und Verschleißteileprüfung.
Ist eine regelmäßige Reinigung des Lackierbades notwendig?
Im Wesentlichen erfolgt dies durch die Filtrierung. Außerdem setzt sich im Bad noch Metallschlamm ab. Eine Reinigung innerhalb der jährlichen Wartung ist deshalb empfehlenswert. Dabei wird das Bad durch einen Filter abgelassen und später wieder eingefüllt.
FRAGEN ZU FREIGABEN UND LISTUNGEN
Ist der Lack bei OEMs der Automobilbranche freigegeben?
Ja, er ist bei vielen OEMs freigeben oder empfohlen.
Steht die Beschichtung auf der GADSL?
Listung in der Global Automotive Declarable Substance List (GADSL) ist nicht bekannt.
Ist die Beschichtung in der IMDS-Datenbank gelistet?
Ja (IMDS = international material data systems, Automobilindustrie)
Ist die Beschichtung UL gelistet?
Ja: QMJU2.E319367
Ist das Produkt Novec 1700 REACH registriert?
Ja, das Lösemittel Novec 7100 ist registriert. Das Polymer ist bei den derzeit importierten/verwendeten Mengen nicht registrierungspflichtig.
Ist die Beschichtung RoHS konform?
Ja